Hi.
I am about to glass a 8’2 mini mal shape with:
Bottom: 6oz Volan.
Top: 6oz Volan then 6oz e-glass.
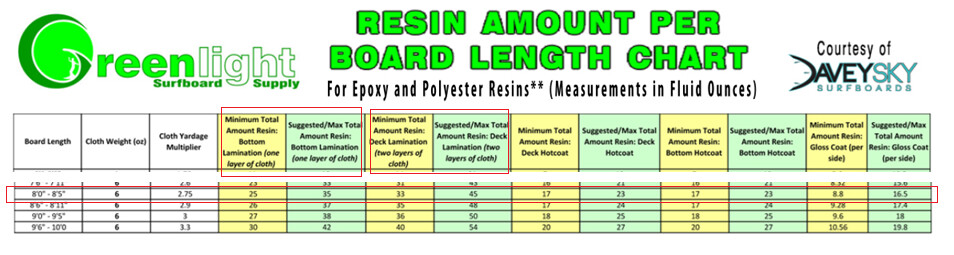
Can someone advise, for both the top and bottom and laminating and hot coat what multiplication factor should I apply to the standard Greenlight resin chart for 6oz (bottom) and 6x6 (top) that is for e-glass.
That said, I don’t use the chart… I weigh the cut cloth in grams and that weight is the starting number for mixed epoxy, making a bit more if it is an initial lamination and a bit less if the cloth is going over a sealed surface. If you are not doing color work with the resin, you can mix the first batch a bit short and make some more to fill in at the end rather than have a large excess heating up in the mixing container.
PS I don’t do anything different for Volan or E-glass or carbon fiber. If you are doing ‘aloha cloth’ (fabric inlay), the fabric layer will take up more resin than the same in say 4 or maybe 6oz, it’s been a while since I have done one…
Volan sucks up/requires more resin whether Epoxy or Poly. Just my personal opinion, but from my experience I have always believed that Polyester Resin works best with Volan. Epoxy or Poly use slow hardener or less MEK. Give yourself lots of time to work this cloth. It’s stiffer, harder to wrap and saturate. Use a “cheater coat” to insure saturation. Keep an eye on the rails underneath. It tends to fall back down or pull away from the tucked rail due to its saturated weight and gravity.
My local fiberglass supply shop seems to stock Silane treated for 4oz and Volan for 6oz. One of the guys behind the counter was not aware there are multiple treatments. I have some 8oz ‘mystery cloth’ someone gave me that is super difficult to wet out with epoxy, wondering if the treatment is damaged or if it is direct-sized. I should try a piece with poly resin and see if it behaves any better.
Seems like somebody like Gene said to wet the blank with a thin coat of resin before laying down Volan for lamination.
There is a little discussion about that in the thread below. But I can’t find the thread I am thinking about.
I have never tried it.
Do a test panel to experiment first.
There is a Fiberglass Hawaii YouTube video of Jack Reeves glassing a blank in which he flips the cloth back onto the bottom and wets it out with his hands. Then he flips the wet cloth down and wraps it onto the rail. I was taught to do it that way years ago(60’s). Didn’t like doing it that way. To messy, sloppy and too many loose strands hanging. Jack has been doing that way many years and has mastered the technique . Rolling my cloth back to place a lam/logo and cutting relief cuts is about all I care to move my cloth around. I use a Thalco squeegee and cascade or waterfall the resin off the rail onto the hanging lap. My only specialty trick is that I use a 4” roller to stick the lap and then go back to my squeegee. If I see a dry spot here or there I can wet it with the roller. The roller is also handy to push down the relief cuts at tail and nose. I take off excess resin with a plastic squeegee. They used to call that stage of glassing “drying” the cloth/blank. It’s just the process of going over the whole thing with a hard plastic squeegee and pulling excess resin off. Of course a second “cheater coat” ensures that everything is wet.
Thanks everyone one. This is my first build. It’s now shaped. Ready to glass. Using Kinetix epoxy (of the best in AUS). Board is a 8’2 mini mal. If I can glass it using 3L of epoxy I will buy and shape another board. Ie. The epoxy I bought is a 6L kit. It will be tight. I might aim for 3.5L and 2.5L on the next and make that around 7 foot; fat juicy hypto krypto shape like I have now. Regards
Sizing help with saturation time, important with fast set thick resin we use for board buiding. Silan 970TF is “the best” sizing for us. Because i use most “industrial” sizing stitch fibers, with surf epoxy resin, i use the standard industrial tech i learn from competition boat building with heavy exotics fibers: roll resin on sealed foam, roll fiber on it, push it and let soak while you prep an other batch, distribute it all over, let soak and finaly scrap off all excess resin. This way you have a perfectly saturated fiber, waterproof and glue to foam with right resin/fiber ratio for bending and impact stress. Go well for all kind of fiber. Far better mechanical perf than those common low ratio vaccum bag lam that you often see on matket now.
How would using a roller and peel ply work (both I have).
Ie. Laying the epoxy resin and distributing it as normal (ie. On deck/bottom and the rails/laps, then laying a sheet of peel ply over the deck/bottom then going to work on the roller over the peel ply. I have seen videos of this on YouTube. I don’t have a perfectly isolated/clean/no airflow glassing room (shitty shed at home with some missing corrugated roof sections) so I thought using peel ply could make this a more sterile/clean glassing process. And of course on a day that is wind free, correct temperature etc. or I thought I could do the glassing in a bedroom in the house as an absolute last resort.
I don’t think it’s a case of being clean and sterile. More a case of room temp, drafts, humidity etc. I would never attempt to glass anything in a shed that is missing part of the roof. Peel ply and plastic methods don’t equal “resin rich”. If you don’t have enough resin to begin with, you will just be moving around dry spots. Use a cheater coat.
This Jimmy Lewis technique (starting @ 5:25 in the video below) could help ensure even distribution of resin.
This method would also help prevent airborne contaminants as well as moisture/humidity and CO2 from reacting with curing epoxy resin (blush reaction).
Why do you want to complicate the process with plastic sheet or peel-ply and finish with a full rubbish bin?
Lam, let it open, wait a bit to B stage (tacky) and do a cheater coat. Let fully cured sand/scuff, finish coat.
Peel-ply or finish film is needed for vaccum lam process. Here Jimmy Lewis do it to reduce sanding work but he is an expert with an expert hand. Avoid you a nightmare go the easier way.
More complexity for a first time glass job for sure. I would want to do a dry run laying down a test sheet of plastic uniformly in one motion over the entire blank before cloth and resin are added for lamination — a little practice.
But smoothing thin plastic sheet over a wetted surface with a squeegee is a fairly simple process with a little bit of assistance placing the plastic sheet over the freshly wetted surface. Thin polyethylene painting drop cover is not a significant amount of material added to the trash can.
Sanding reduction would not be the objective.
But in a poorly controlled work environment, it would be good insurance to prevent surface contamination with dust (etc.) and potential amine blush. With a little experience, it could improve even distribution of resin.
Personally, I would want to do a quick, small test panel first for experience. But he says he has limited resin.
My region of the US has high humidity year round. This is a simple way to prevent amine blush using epoxy and the resulting additional work caused by amine blush.
It occurred to me years ago that bb30 never got amine blush in Hawaii with epoxy because his boards were sealed from ambient air/humidity by plastic vacuum bags. No vacuum need with this Lewis method.
I haven’t sanded a board before and only have various hand sanders (a very extensive range however ad I thought I would mostly hand sand to be safe and as I have no time constraints), a grinder (a bit scared to use that with a sanding disk and pad), and a planer sander.
So this was the real reason I thought of this.
Do I let the cheater coat fully cure (ie. Days) or just until it can be sanded as per the epoxy resin instructions (R104 Kinetix with slow hardener is about 6 hours from memory).
From what I have googled today, a cheater coat is just basically a smaller hot coat to fill in any holes/divers/imperfections in the lamination coat. And is it done without sanding the lamination coat. And is it done after how long … The same 6 hours until tacky.
Typically a cheater coat would be done at or “shortly” after the tack-free stage, “before” the laminating resin coat has cured, allowing chemical bonding rather than mechanical bonding.