The DFB with silver sparkles came out much better than the previous ones. But I still hope that the latex mould approach will be much better. The big question is when to stop adding more latex layers. Stop to early and the floppy mould might be useless. I gave up counting, I guess there are about 35-45 layers of latex on the wooden DFB pattern now.
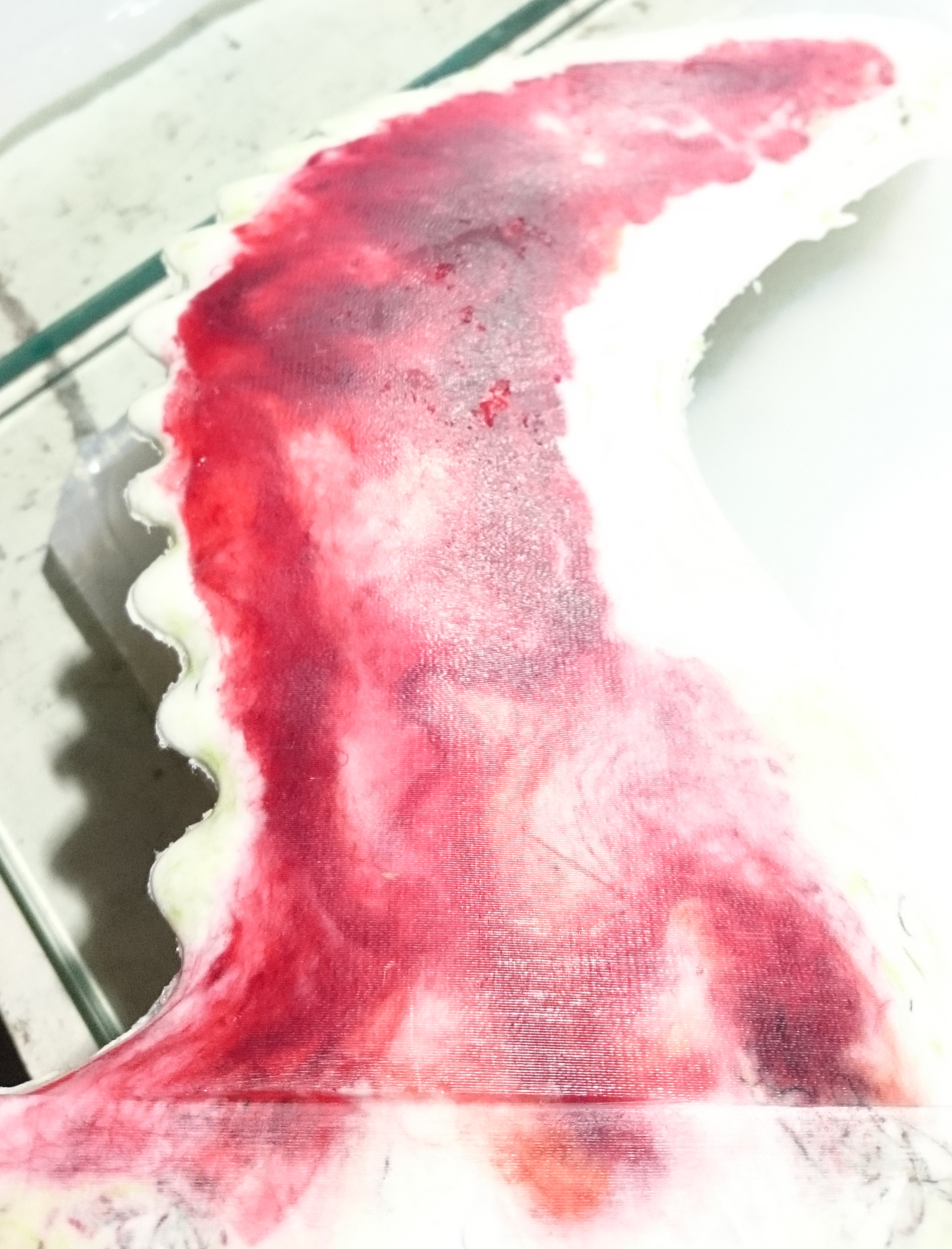
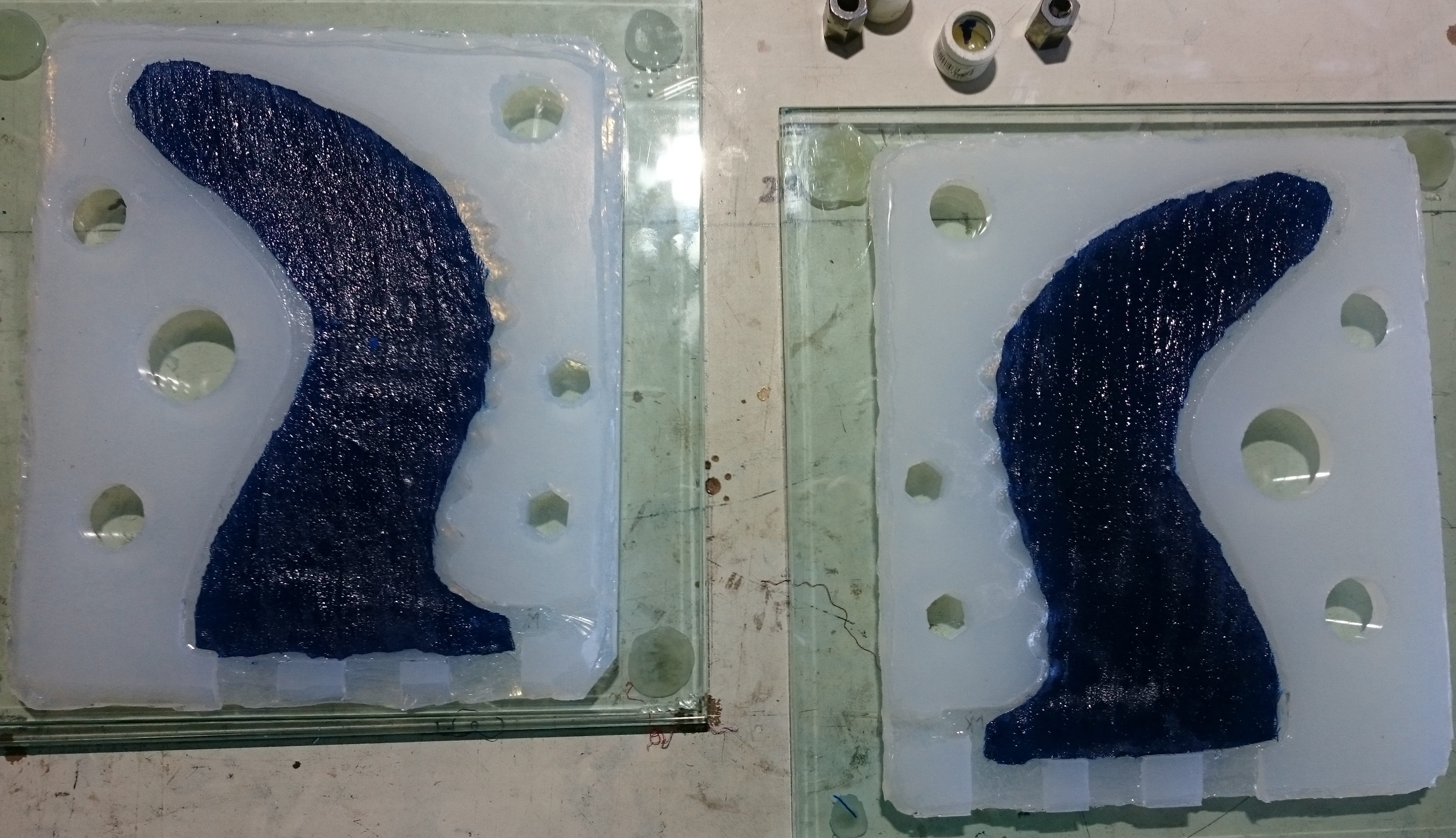
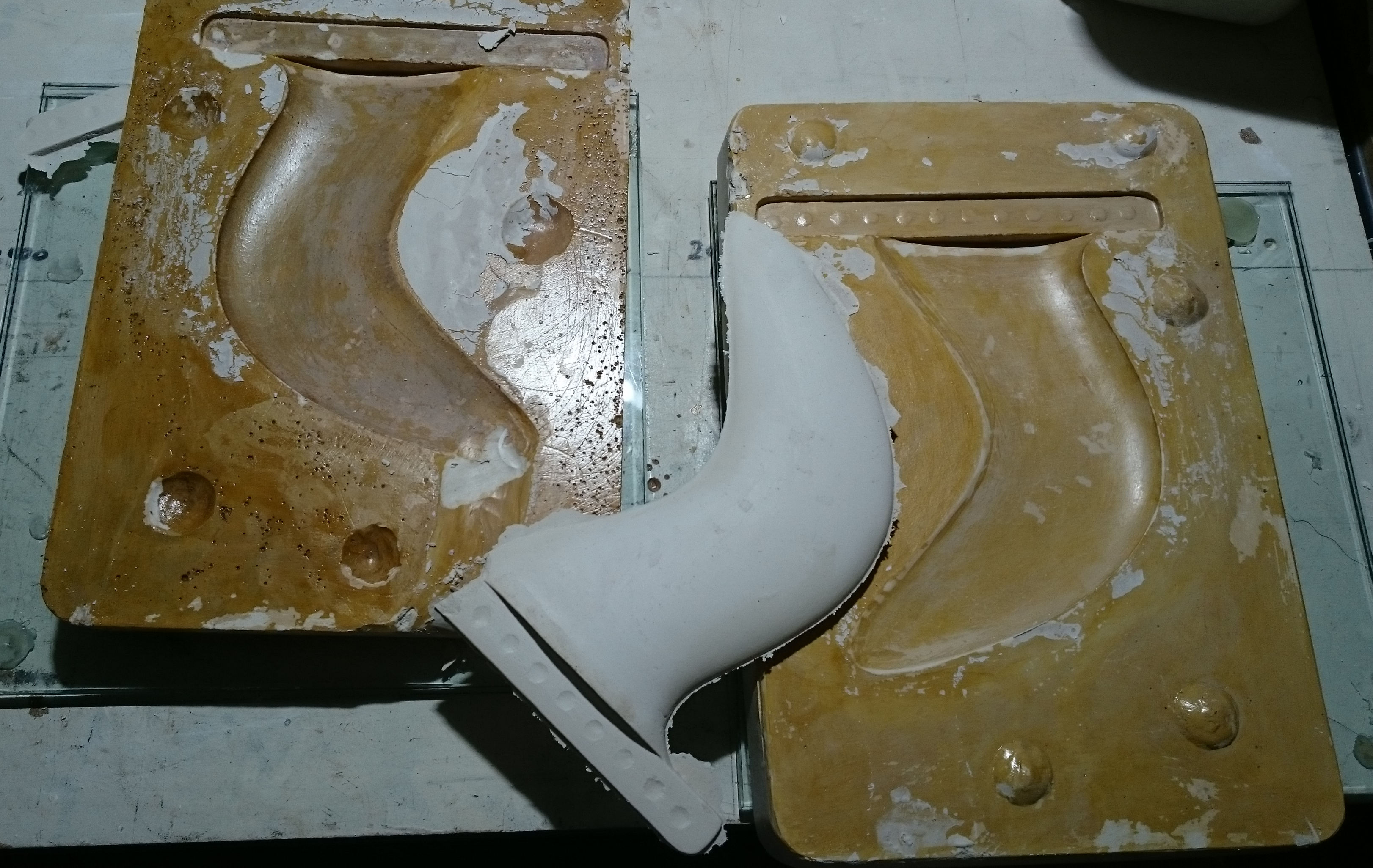
So, while applying layers of latex and waiting for them to dry, I returned to an earlier attempt to make a mould: The blue gullwing fin printed by Roy, without bumps on the leading edge. I had covered it with vaseline, Solarez Zerovoc, carbon, paddlepops, kevlar, epoxy and more zerovoc IIRC. Today, it did “eventually” come off clean from the fin and what remains is a very accurate and durable half-mould of that fin. I doubt I’ll ever use that approach again. And I don’t think there will be much use for that very tough half-mould…
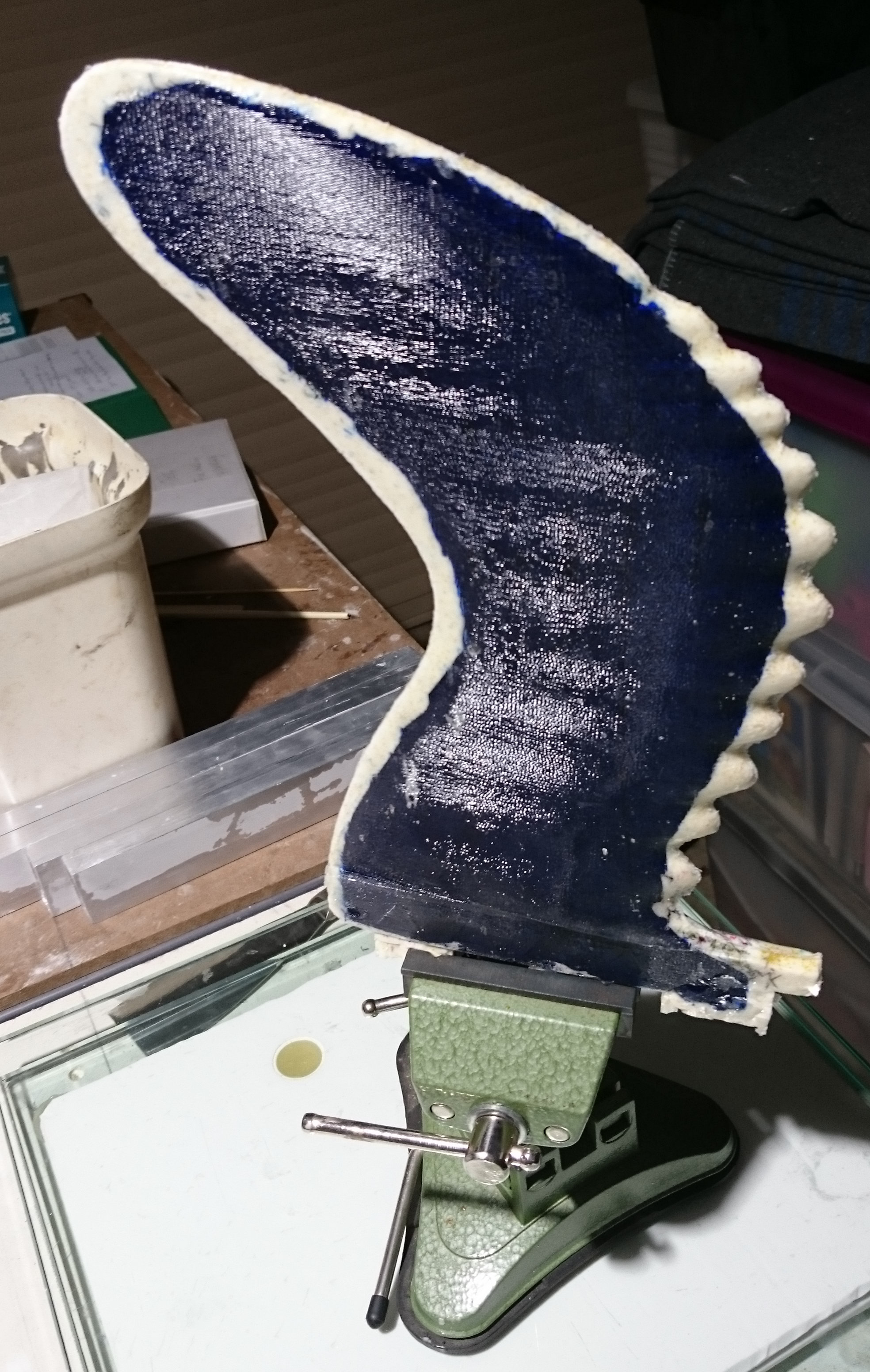
Anyway, the fin shape being saved in this process has had many contributors: McCoy, Eppler, Stewart and many others. This is the last fin I have of this kind. I bought 3 of them off Roy, surfed the first one for a couple of years before it snapped off. Then I ordered 2 more, but they arrived defective, with porous areas in many parts of the fins, so they did take on water. I spent considerable time trying to seal them, succeeded with one of them, then took it surfing, but it snapped off after a dozen sessions.
Then I heard from Roy that he is no longer printing these fins, because the material (polycarbonate) is only borderline strong enough.
So I figure that this is a rescue mission for the ‘Eppler 168 Gullwing fin’.
I want to know if the Eppler foil is actually better than the fibreglass Gullwing fin, and if the Gull-Whale fin (with the bumps) is any better than either of them. That’s where the new snap in feature comes in: Quick fin swaps in the surf will allow (almost) blind testing of fins.
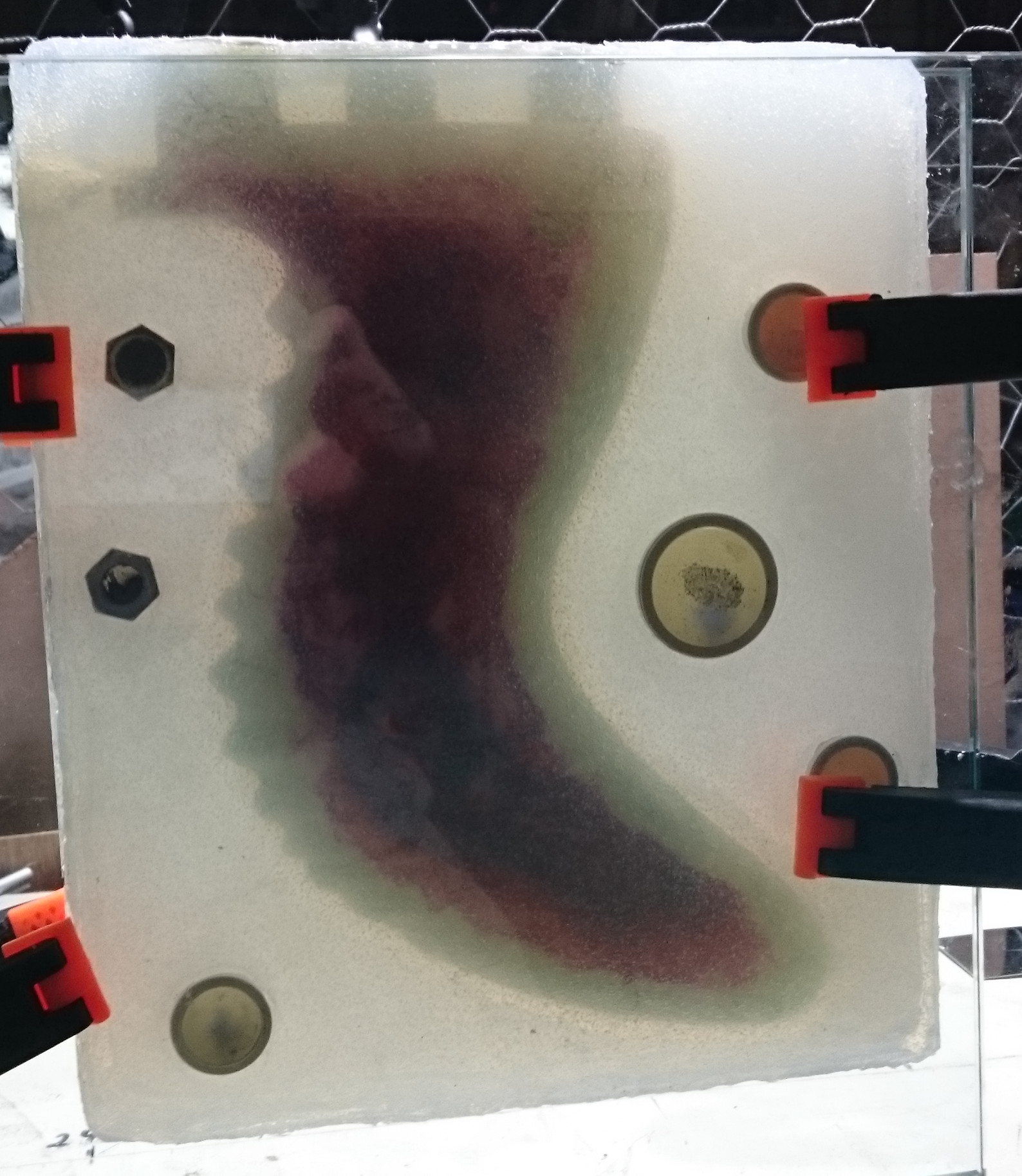
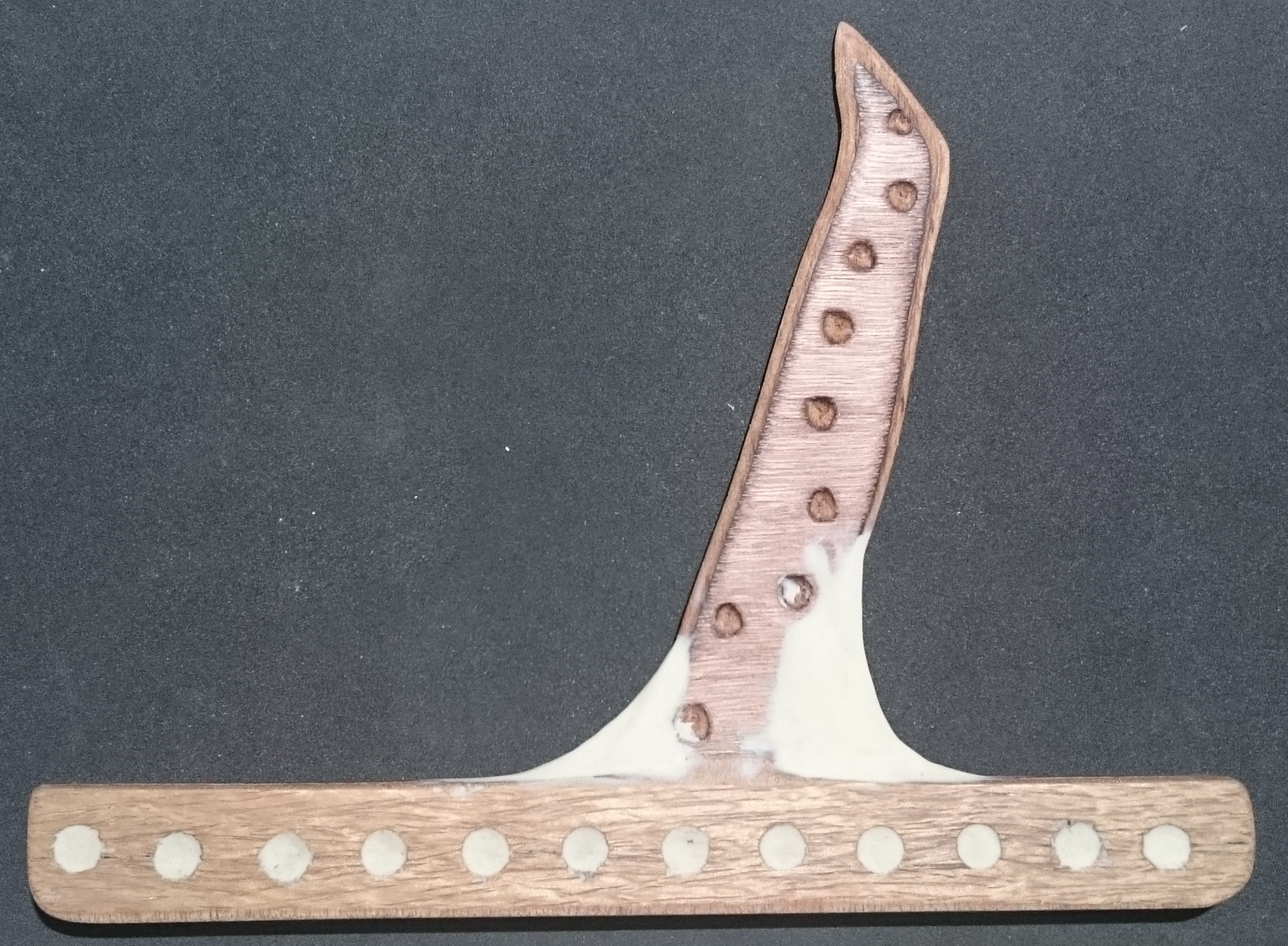
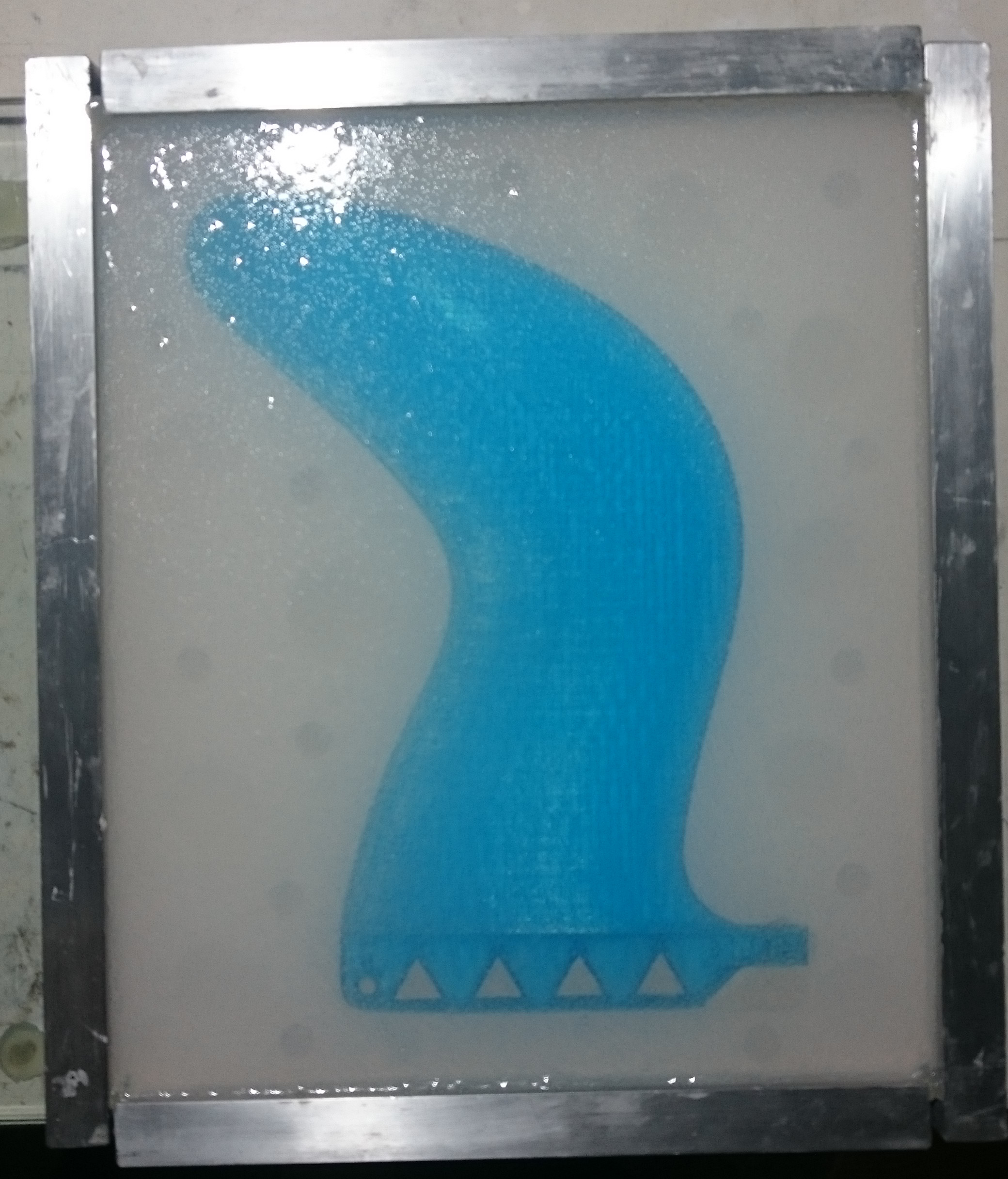
The rear edge of the misprinted polycarbonate fin is difficult to fix properly, but modelling clay will hopefully be durable enough to last until a transparent silicone mould is made. See close-up for the groove filled with clay.
So I am using a streamlind silicone mould making approach for this fin, and it seems very easy and straight forward now that I have some experience with the materials and processes involved.
-
Clean fin and fill defects with clay.
-
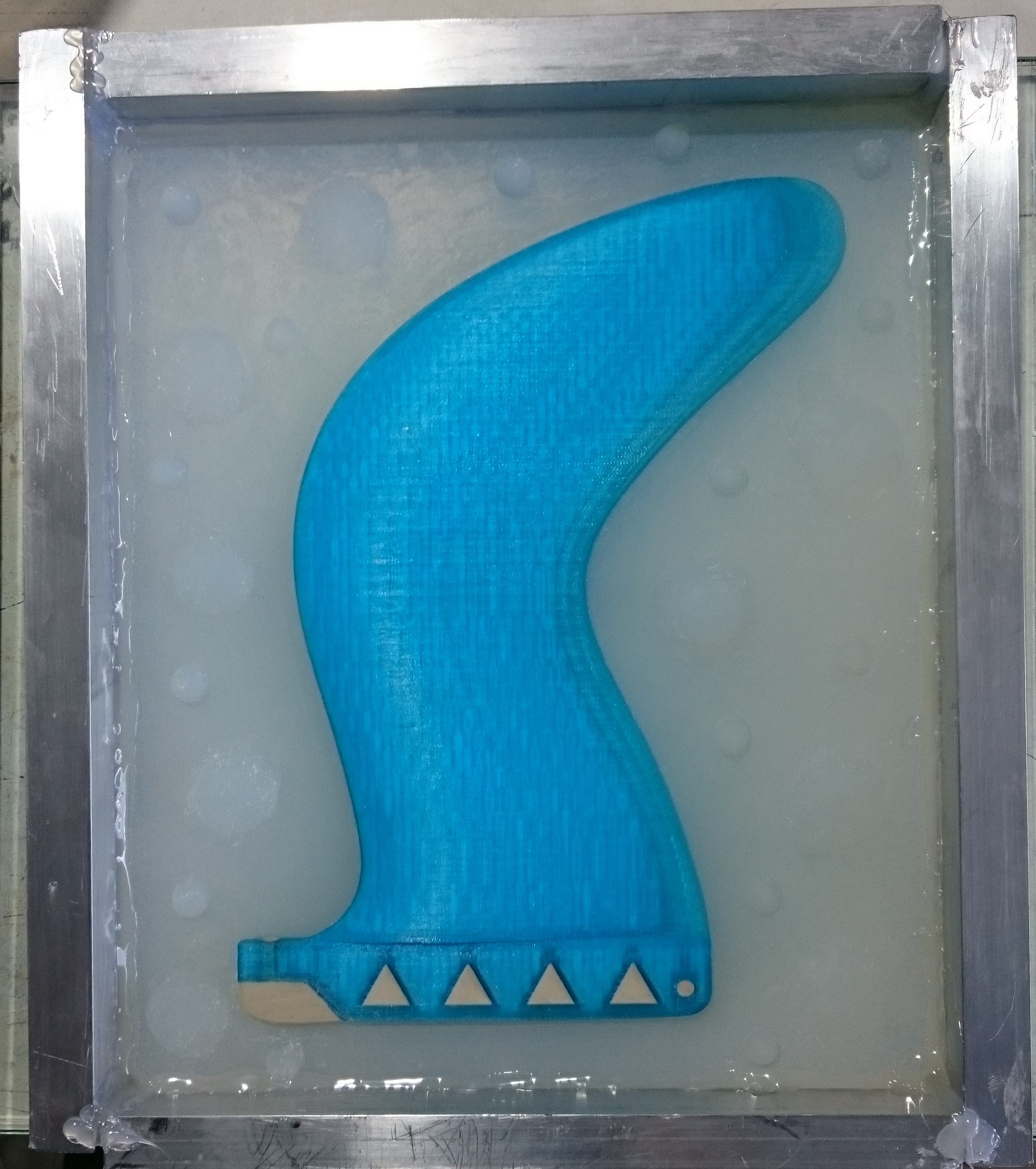
Sink it to half-line in Pop
-
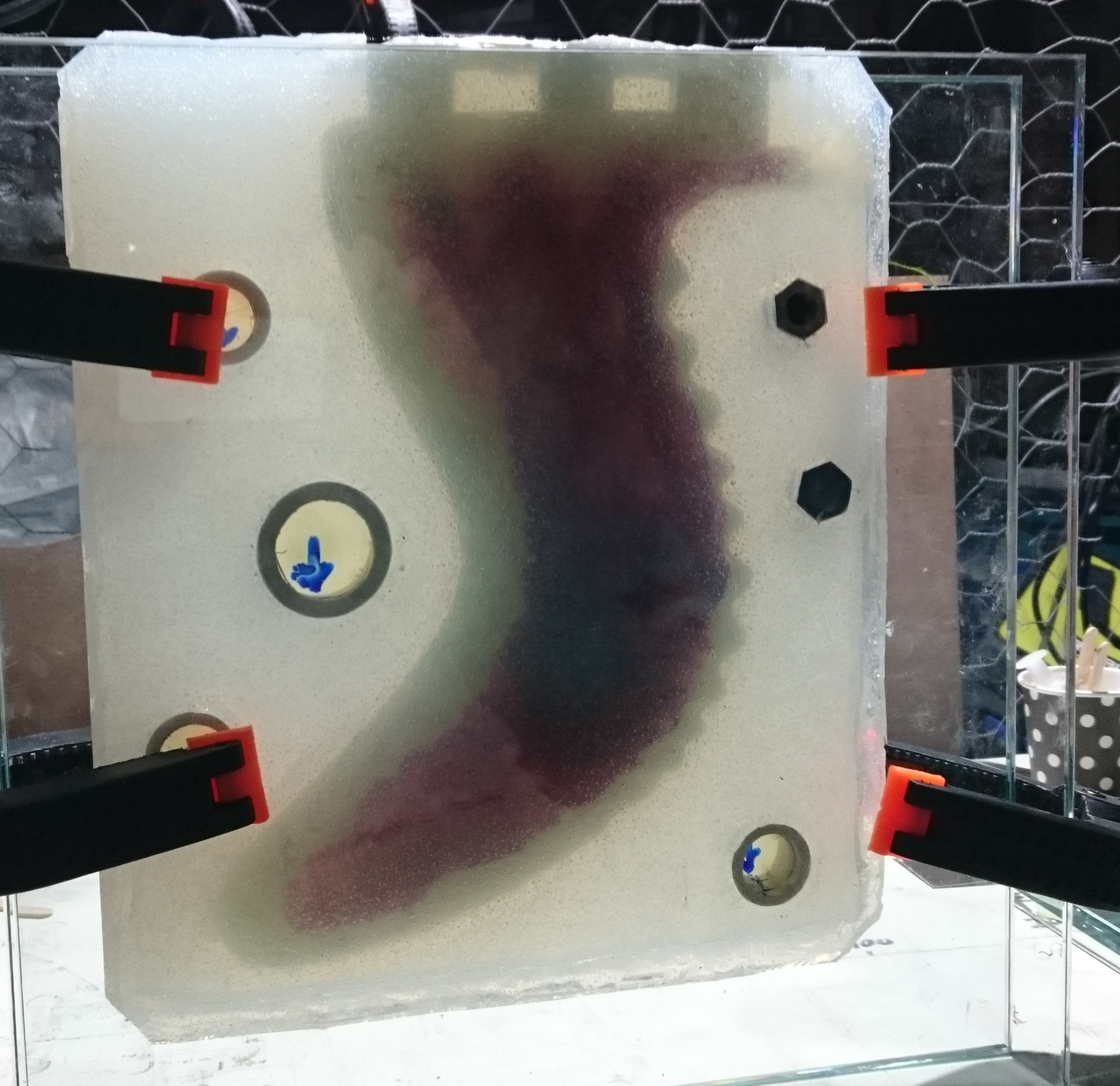
Clean surface of Pop while still soft (within 1-2 hrs of pouring it) with tissues, scraper, vacuum cleaner, various tools and attention to detail. Cut multiple “keys” into the Pop surface. All this without dislodging the fin from the plaster. I’m still aiming for a level surface between split mould halves.
-
Apply mould release.
-
Mix and pour Silastomer P40 1kg part A and 100g part B.
-
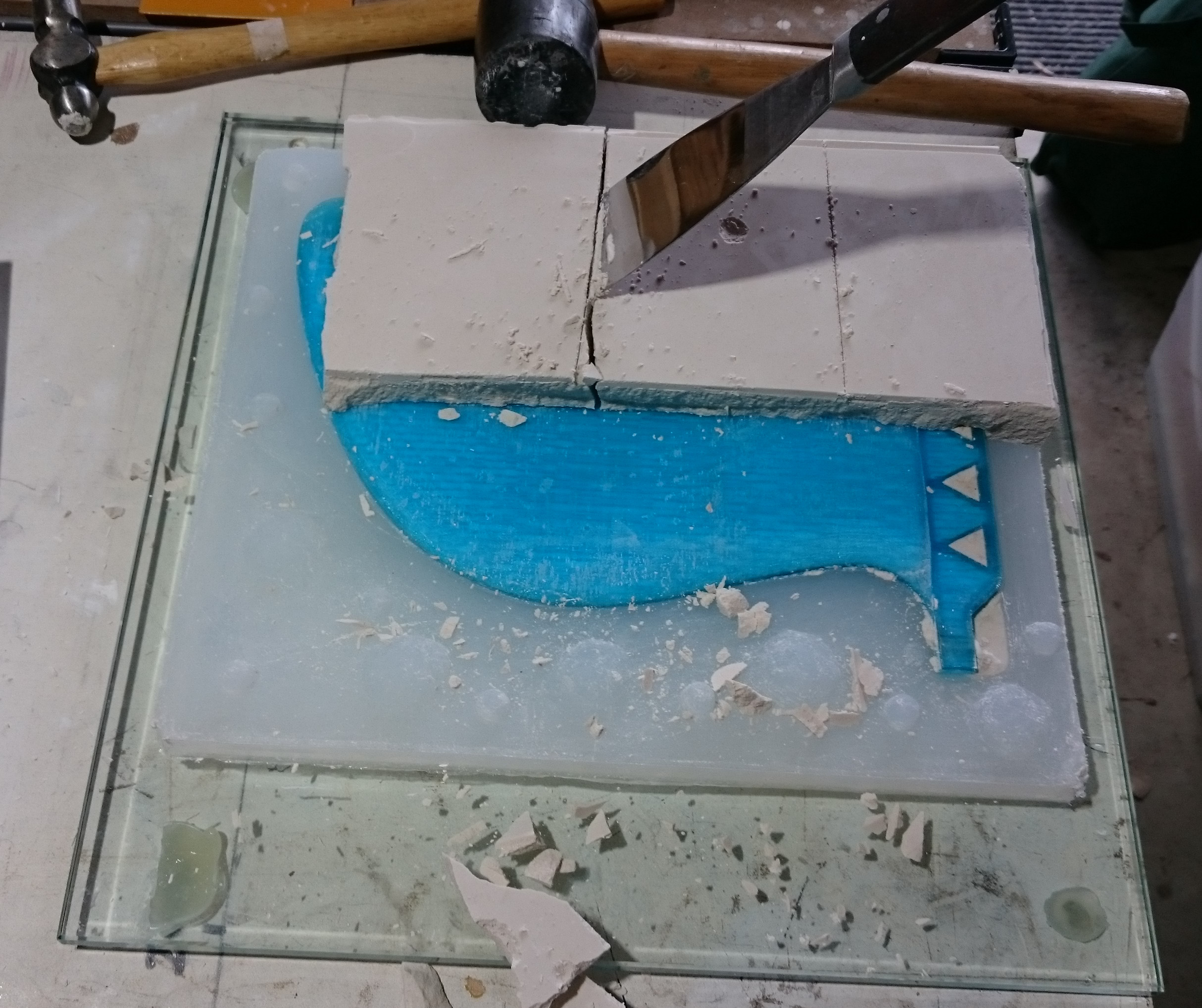
16-24hrs later: Turn over and smash / remove Pop layer, preferably without separating the fin from the silicone. Then clean the surface very well by hosing, brushing, scaping.
-
Dry it
-
Re-apply aluminium walls and use hot melt glue to close all gaps, or the silicone will run out. It finds the smallest cracks.
-
Again apply mould release to prevent the new silicone from sticking to the old. Tomorrow I’ll know if it worked…I used a mould release spray this time.
-
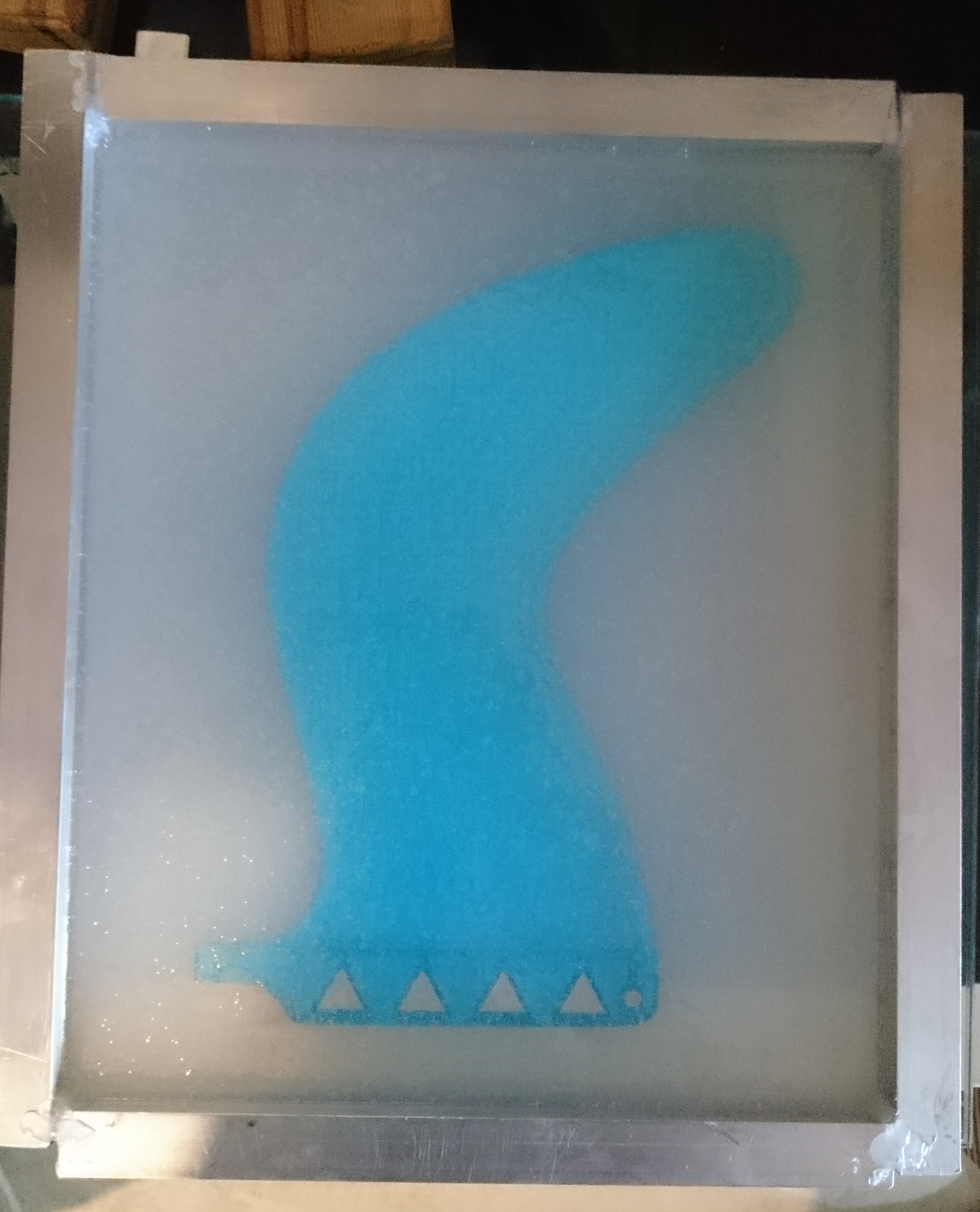
Pour second half of silicone split mould.
-
Wait…