To make a volume of plaster of Paris:
1: Measure dimensions of mould and calculate required volume.
2: Multiply required volume by 2/3 (divide by three, then multiply by 2 or the other way around).
3: The result is the volume of water required. Due to waters density of 1mg / ml , you can either measure the volume or weigh the water (try that with ounces and feet if you still believe the ‘imperial system’ is better than metric).
4: Add plaster of Paris to the water by hand, spreading it evenly over the water surface. Once ‘islands’ appear in the water, add a bit more Pop to the deeper areas, until there are roughly 50:50 puddles and islands. To get it right, measure the correct amount of Pop a few times, then spread it around as if you did not know when to stop, and make a mental note of what it looks like.
Example: To make 1litre of set plaster, measure 666ml = 666g of water, than add Pop until it looks right, mix it by hand , pour it.
-------------------------------------------------------------------------------------------------------
.
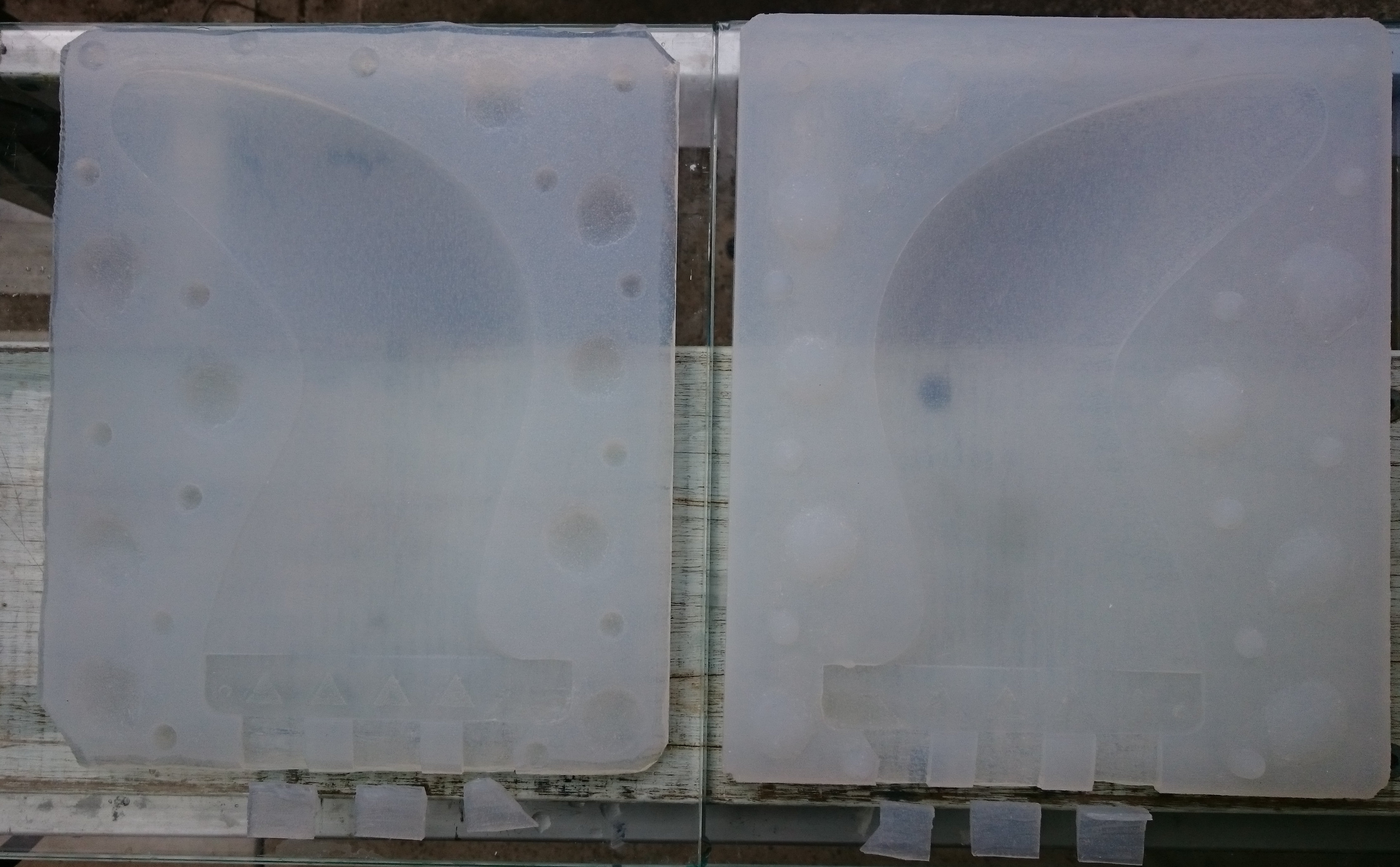
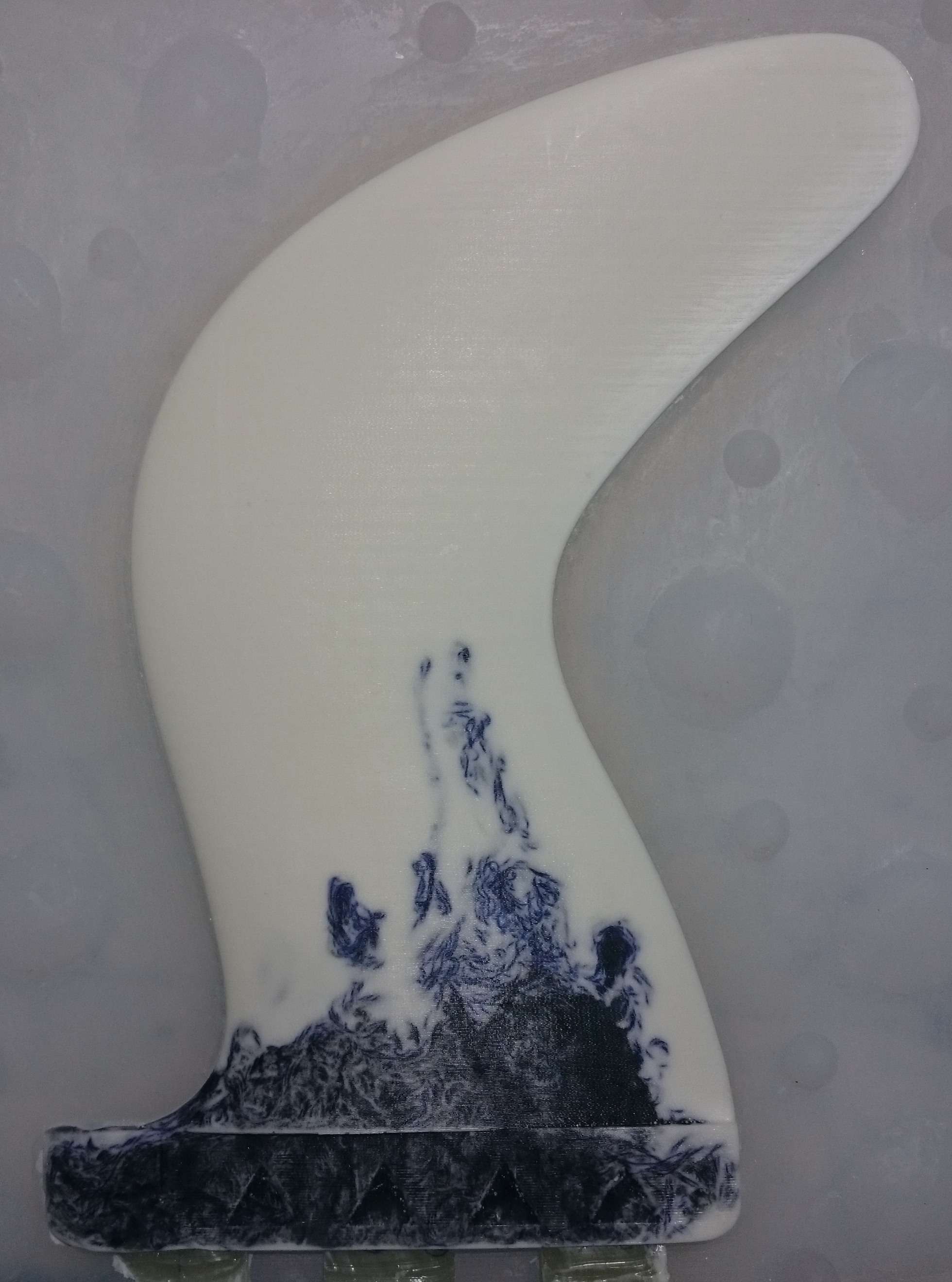
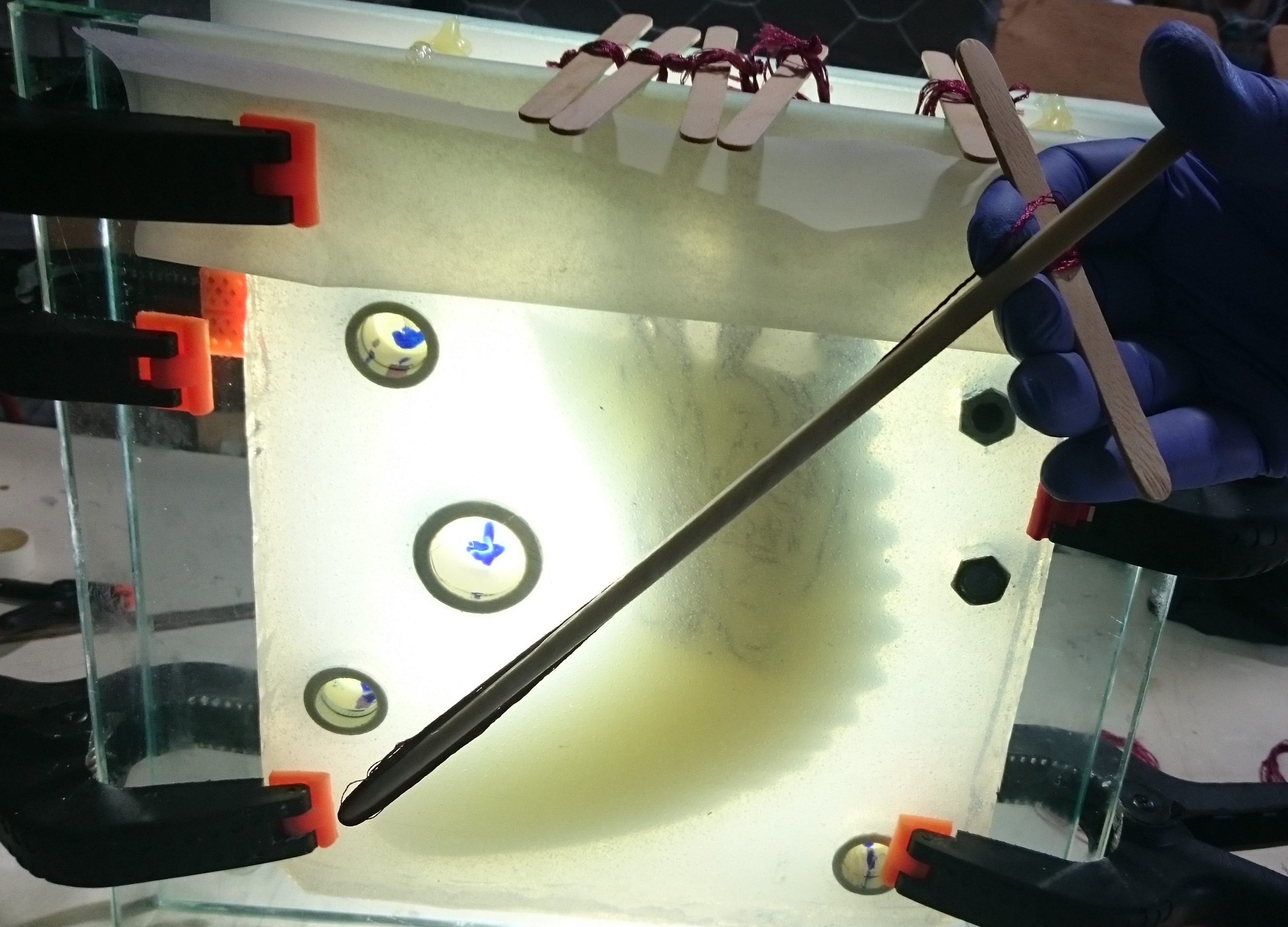
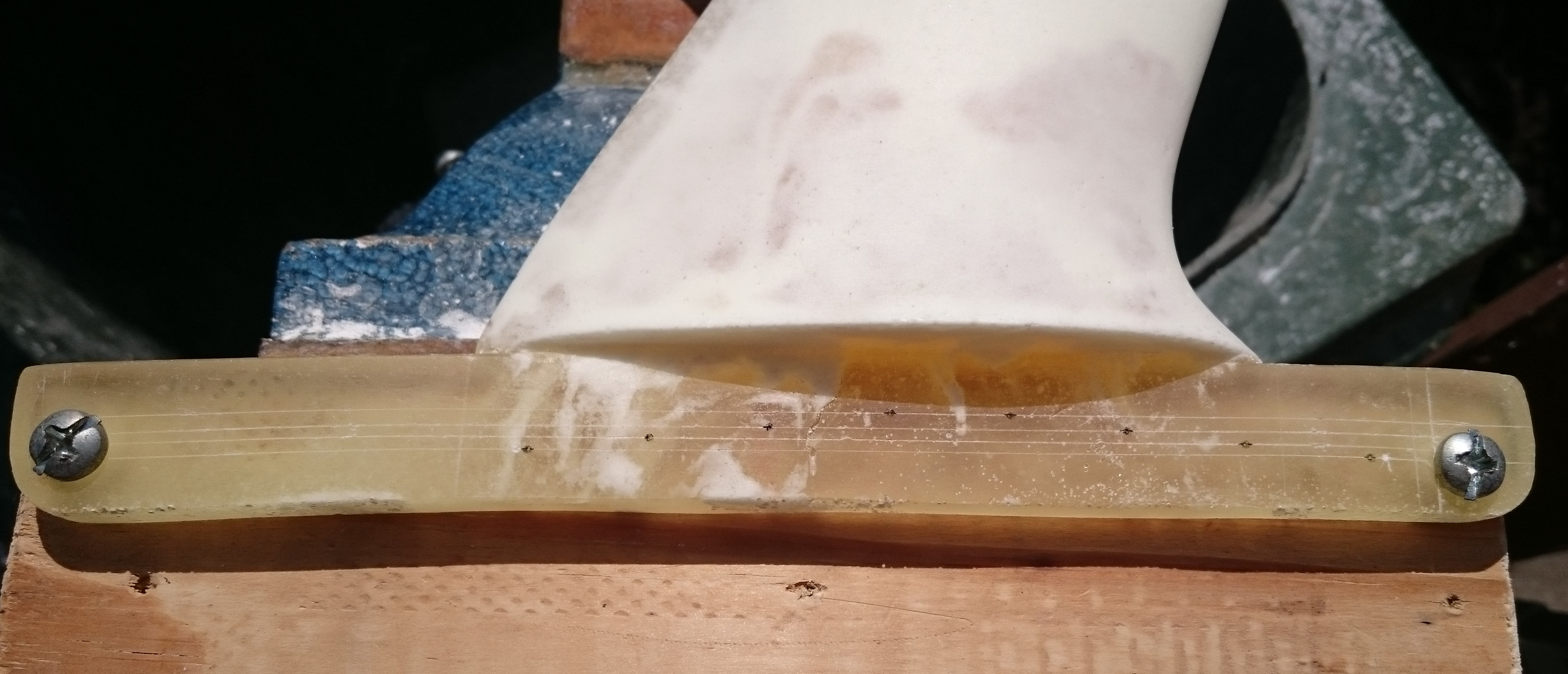
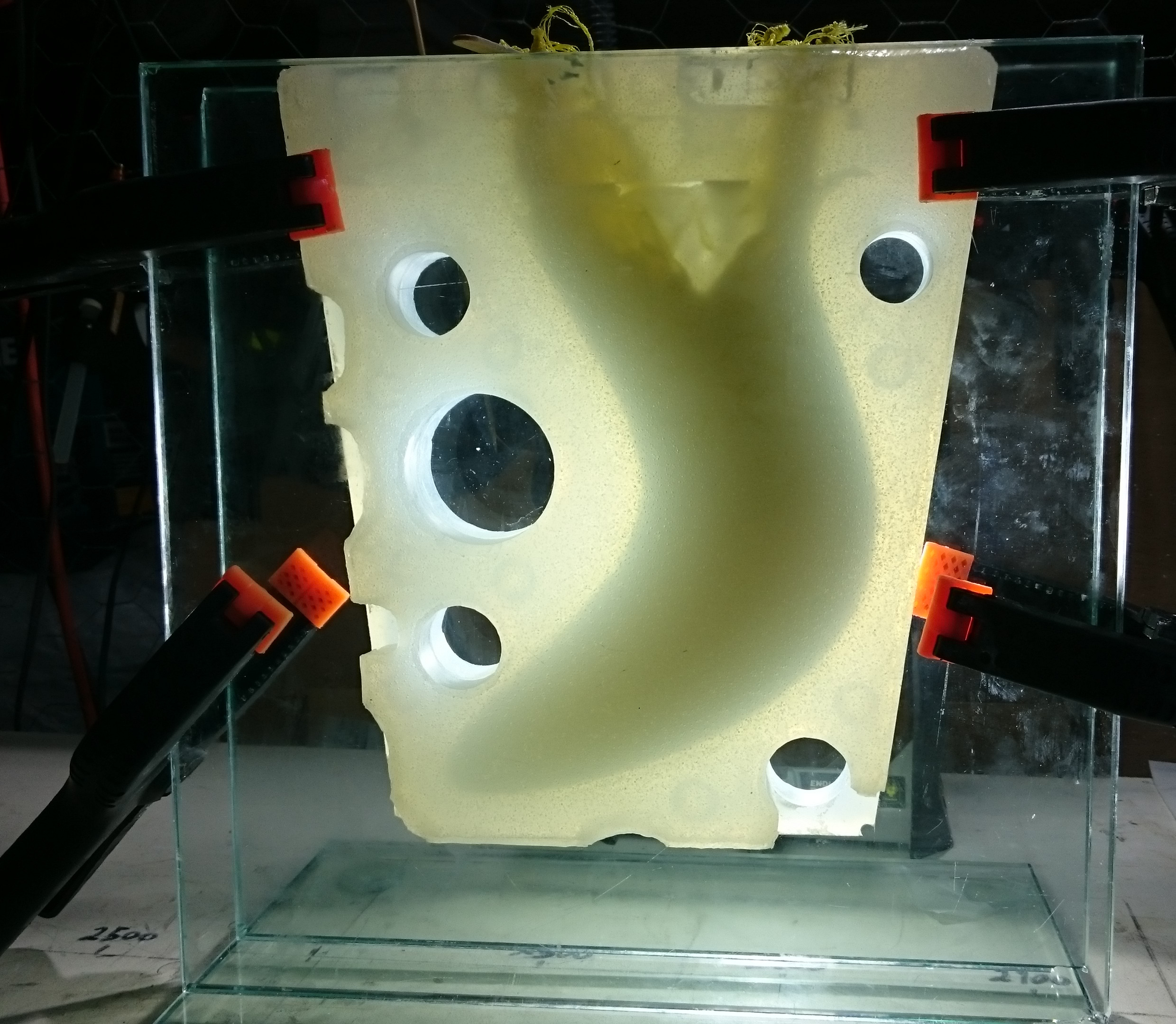
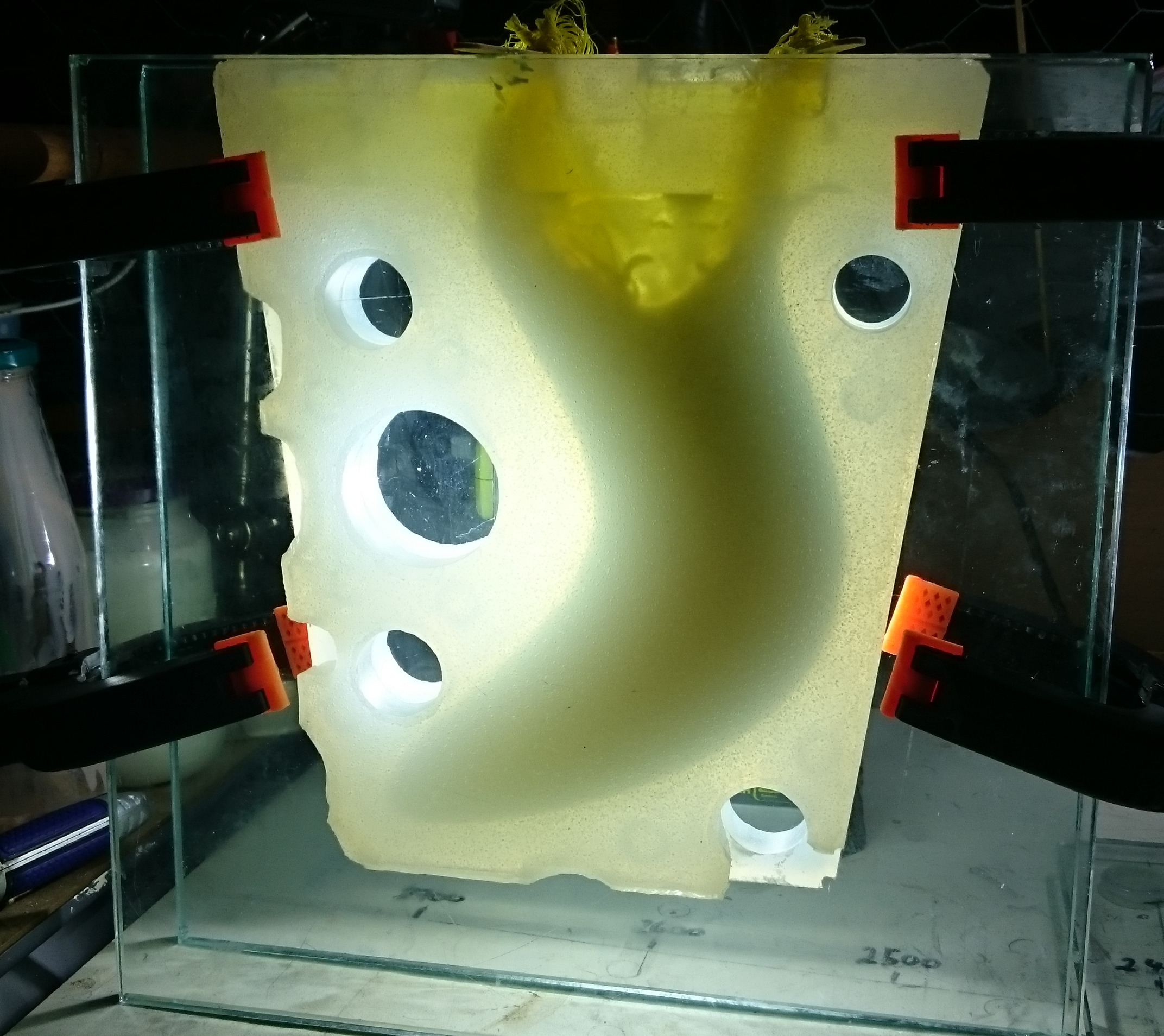
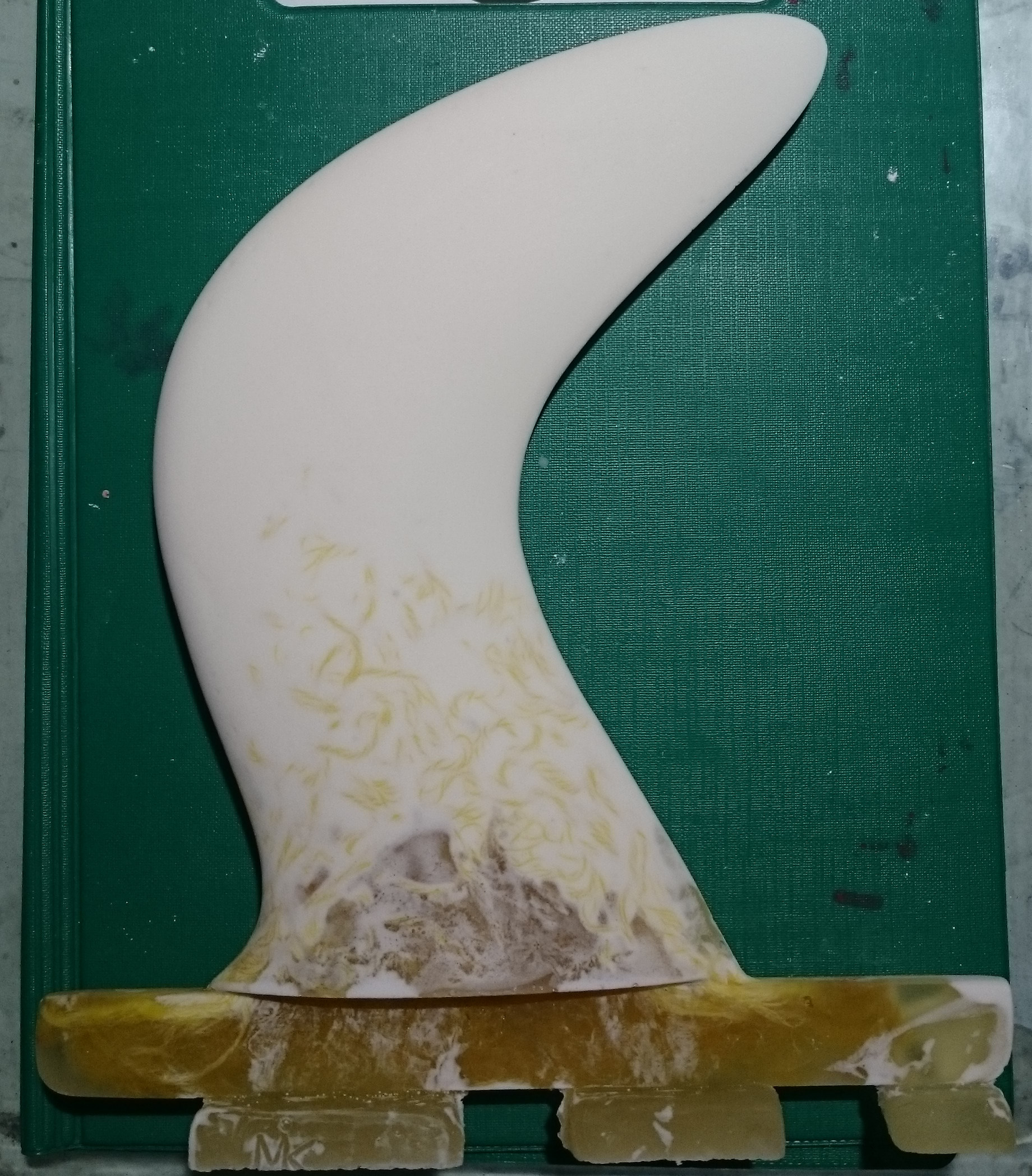
The first cast of the Eppler Gullwing fin turned out near perfect. That’s assuming that it is strong enough to not snap off when surfing…the 10-15mm long silk fibres certainly made the runny resin much thicker, I hope they also strengthen set epoxy a lot.
Just two small bubbles at the trailing edge (and a big inconsequential bubble towards the back of the fin tab) got away from my ‘real time visual quality control’ (transparent silicone between glass plates). These two bubbles got away because yours truly was stupid enough to put baking paper in the way, so that the bubbles could not be seen. In my defence, I tried to pull the paper out, but the paper would not budge, and I figured that separating the glass plates while the resin was still liquid would have been much riskier than not being able to see what happened close to the fin tab.
The baking paper works very well to prevent resin and hot glue bonding to the glass plates, but it needs to be applied more judiciously. A short length between glass and silicone is enough, and a longer part on the outside of the glass can be torn off once the potentially messy pouring of resin is completed. So, overall, this is still a very good result, because bubbles like these two will be removed from the edge during future casting procedures.
The slightly higher cost for transparent silicone is very much worth it, just to repeat myself. Of course you also need the glass plates to reap the benefits.
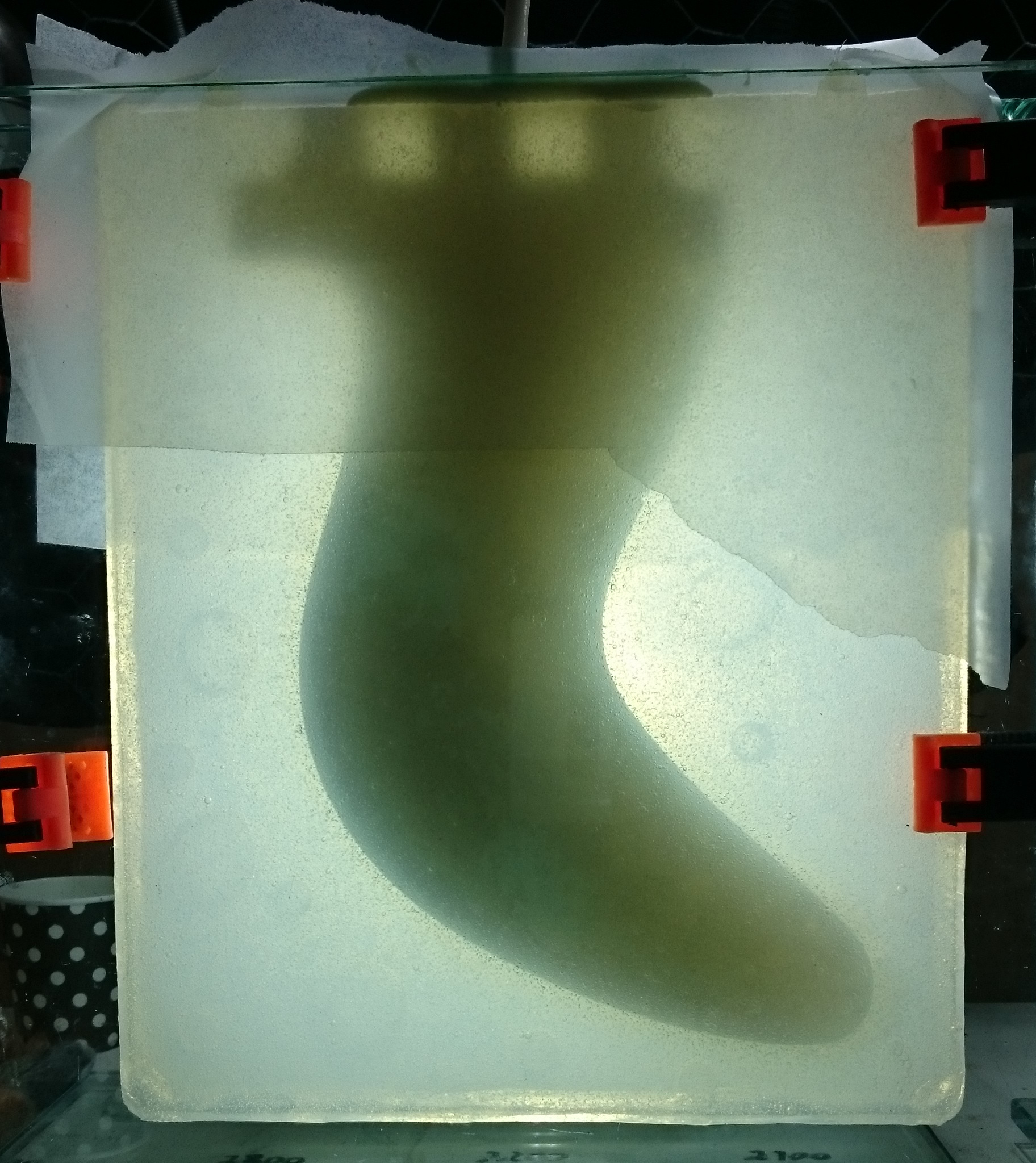
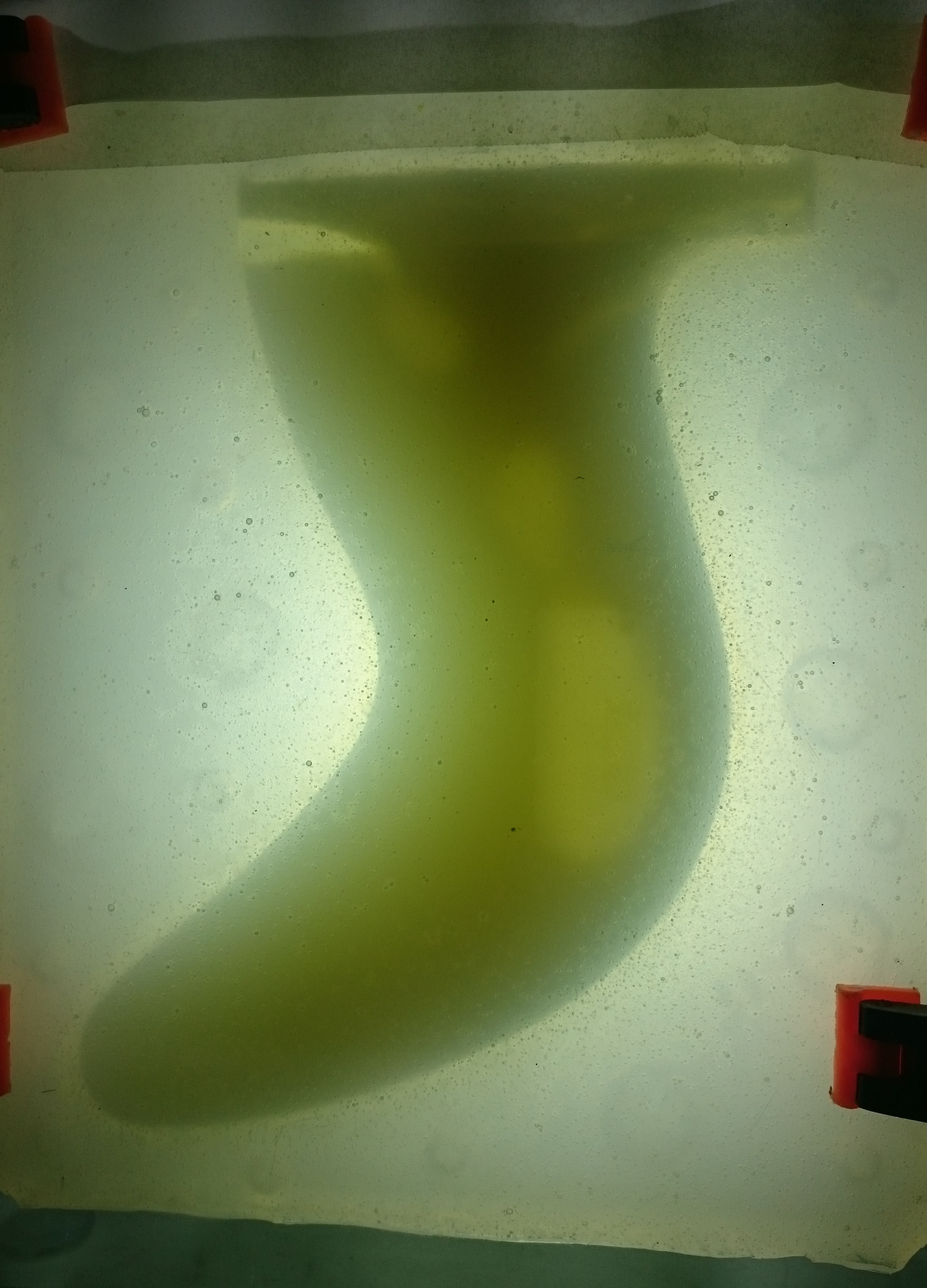
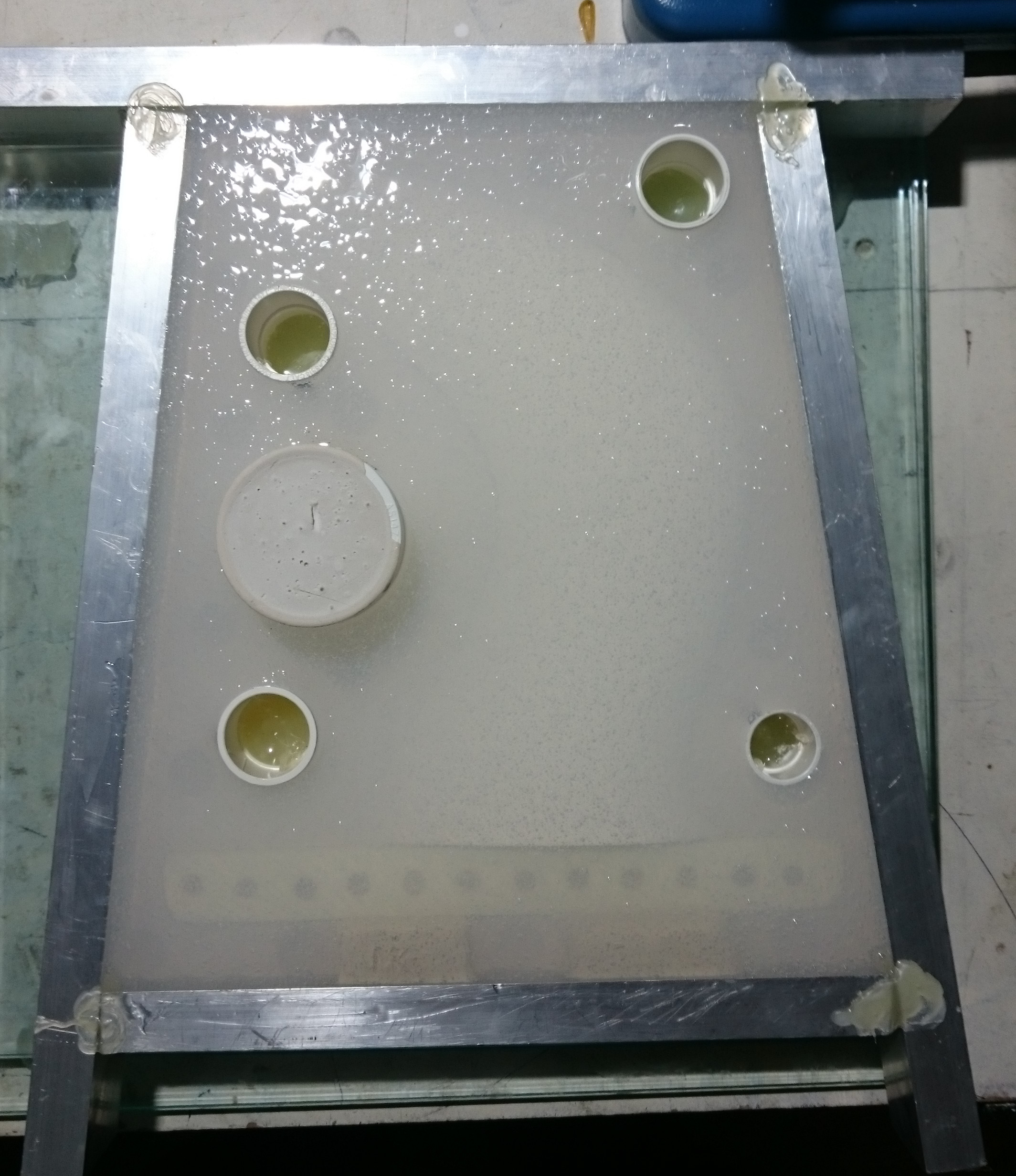
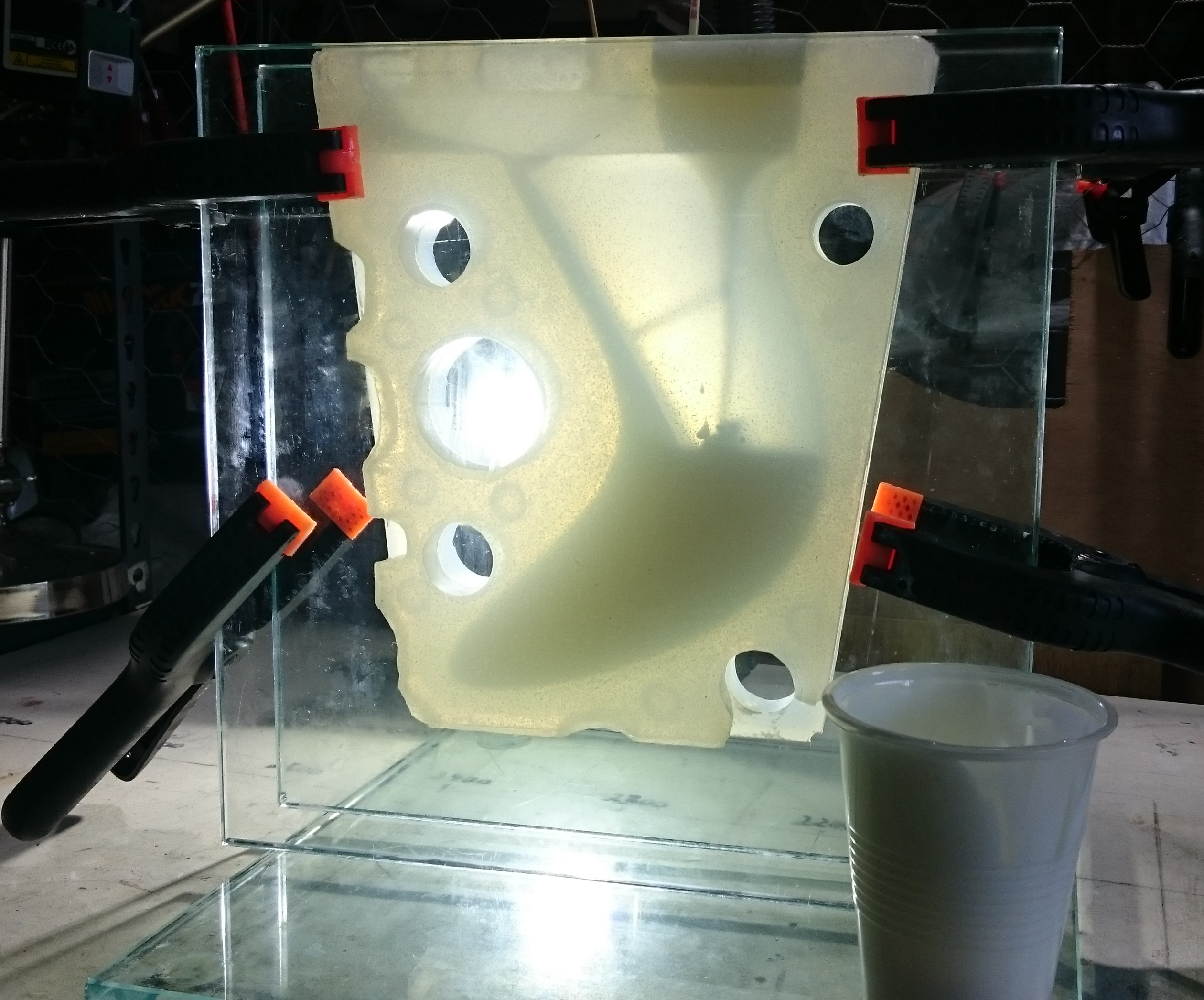
The rest of the pictures show another minor stuffup, and a lesson learned. While trying to make a ‘mother mould’ to support the latex mould around the DFB wood pattern, I learned that latex will re-absorb water, so that the Pop does not set properly in some of the areas adjacent to the latex. I think this might not happen if you wait long enough. Somewhere I read that you need to re-apply latex within 12-24hrs to ensure a proper bond between the multiple brush-on layers. I guess it means that after more than 24 hrs, the latex will have set sufficiently so that it does not re-absorb water when exposed to it. However, I’m certain this half-mother-mould is salvageable. Detail is not important for mother moulds, and I think I will be able to apply another layer of latex between plaster and latex mould to achieve a perfect fit. For now, the Pop is in the oven for 60degC x 24hr drying. Not sure what I’ll do with the latex part in the meantime.