That reminds me of what I did on my latest surfboard, using resin infusion. I did a different thing, not flat panels but somehow a close principle.
I wanted to make a sandwich surfboard, both sides at the same time and using resin infusion. Cork is a good medium for letting resin go from one side to the other as it is a porous material, so that was used as a core.
The surfboard foam core is EPS, so this is also porous, in my numerous tests and also whole board infusion (without sandwich skins), it was clear that a lot of resin goes into the core. So this time, I isolated the skins from the EPS to infuse them but giving them their final shape.
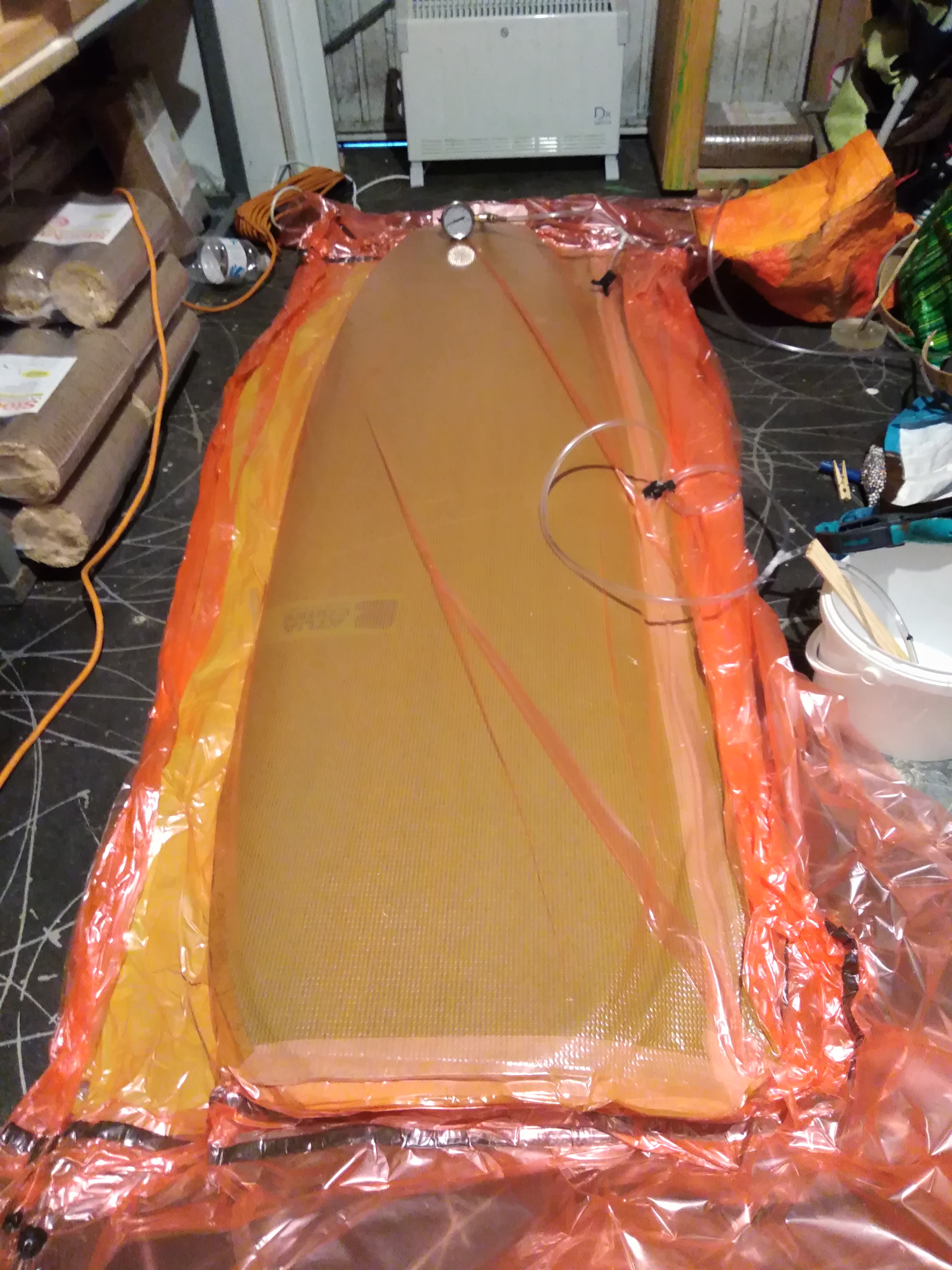
So first step was to prepare both sandwiches, dry, on the floor: 4oz glass, 2 mm Corecork, 4 oz glass (glass glued with infusion spray glue), peel ply, release film, infusion mesh with resin entry points and exit points and spiral tubing. Then each sandwich skin was placed in its own vacuum bag, and full vacuum drawn and each bag was checked for perfect seal.
Then, each skin in its individual vacuum bag was placed in each side of the shaped blank (5’8" x 19" x 2.5") with wings, and the whole thing placed in another vacuum bag, letting the entry and exit pipes for infusion going through with a good sealant tape. Then a moderate vacuum was drawn to conform both sandwich skins well to the blank (20 kg/m3) without crushing it. So each skin was under high vacuum but was conformed to the blank with a lower vacuum. Then when everything was good vacuum wise, air tight etc…, the sandwich skins were infused with infusion resin (Resoltech 1800) and once the resin reached the opposite side, the resin inlet was closed, and resin allowed to harden.
Once everything was taken out of the different vacuum bags, I had 2 skins (still with peel ply on them in the photo) fitting the blank perfectly and a blank. Each skin was then glued with PU under moderate vacuum and rails finished with 2x 4oz glass (I used too much positioning spray glue which gave a blurred fibeglass once manually saturated with resin).
Then hotcoat, fin plugs, sanding etc… as usual.
The method was good for being able to prepare different steps without wet resin, so once resin is involved, you have nothing to do besides watching that everything goes well.
The final weight is not that good, that board weighs around 3.3 Kg which is not light although still OK, and this board works well. The drawback with infusion is that at the end, the laminate is quite resin-rich, as vacuum is lost while resin (which is at atmospheric pressure) progresses through the fiberglass. Also, as cork is porous, you are sure that any void is filled with resin. I also put different fin boxes to test different fin options as I like testing different things, so this added also a little bit of weight.
Cork has a rather irregular surface (small holes everywhere), so the end laminated sandwich doesn’t have a slick aspect, more an irregular surface, which will need quite a lot of resin to get it fully flat after sanding. As I did not want to put too much on, I don’t have a perfect surface at the end.
See photos below.